歡迎(yíng)光恒(héng)興機(jī)械官方網站!
收(shōu)藏本站 常見問(wèn)題 網站地(dì)圖
-

-
恒興機(jī)械
專(zhuān)注機(jī)械行業30年 用心服務
服務熱線(xiàn):
139 5979 0603
專(zhuān)注機(jī)械行業30年 用心服務
139 5979 0603

咨詢熱線(xiàn):
139 5979 0603
郵箱: hx@kapokledlights.com.cn
手機(jī): 13959790603
地址: 福建泉州豐州鎮東門工(gōng)業區恒興(xìng)工業園
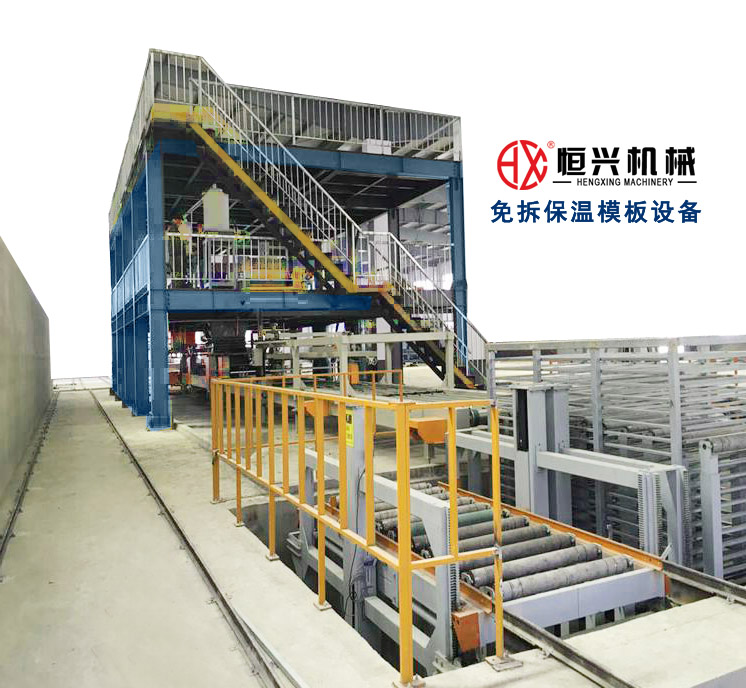
蒸(zhēng)壓(yā)加氣(qì)混凝土設(shè)備(bèi) 不(bú)是單單由(yóu)一個設備組成,它是(shì)由切割機,颚式破碎(suì)機,球磨機(jī),澆注(zhù)攪拌機,鋁粉攪拌機(jī),吊具及模具,蒸養車(chē),澆注(zhù)擺渡車,蒸(zhēng)壓(yā)釜,鍋爐(lú)等衆(zhōng)多設備(bèi)組合而(ér)來的,因此(cǐ)這套(tào)設備(bèi)投(tóu)入生産(chǎn)時要根(gēn)據一定的(de)順序來操作(zuò),從大緻上來說(shuō)蒸壓(yā)加氣(qì)混凝(níng)土設備投(tóu)料順(shùn)序是按先漿狀(zhuàng)物料和水,再粉(fěn)狀物(wù)料,最後(hòu)投(tóu)輔助材料(liào)和發(fā)氣材料:
1、在使用移動式攪(jiǎo)拌機時,應先将(jiāng)制備好的(de)鋁粉(fěn)懸浮液或堿液(yè)先行分别(bié)投入攪拌機上的鋁(lǚ)粉攪拌罐和堿(jiǎn)液罐(guàn)。
2、向攪(jiǎo)拌機投入(rù)漿狀(zhuàng)物料(liào),并加水、加(jiā)溫,在(zài)以蒸(zhēng)氣加(jiā)熱時,應注(zhù)意:加(jiā)水時應留有(yǒu)餘量。因爲(wèi)蒸氣已(yǐ)帶入部分(fèn)水分。再者要注意:通(tōng)入蒸氣前應先(xiān)排除(chú)蒸氣(qì)管(guǎn)中的冷凝水,當采用幹磨(mó)粉煤灰(huī)而且又沒(méi)有預(yù)先制漿時(shí),允許(xǔ)先投水再加幹粉煤灰(huī)進行攪(jiǎo)拌。
3、投(tóu)入粉狀物(wù)料(liào)鈣質材(cái)料,當投入總量(liàng)的 50%時,開始記錄攪(jiǎo)拌(bàn)時間(jiān),全部投(tóu)完約 1~2min後(hòu),采(cǎi)樣測試(shì)稠度 (擴散(sàn)度以直徑爲 50mm,高(gāo) 100mm,内壁(bì)光潔度較高的銅管,鋼(gāng)管或塑(sù)管置于平闆玻(bō)璃上(shàng),注滿料漿(jiāng)後迅速提(tí)起,測(cè)試其塌(tā)落面直(zhí)徑,測試前塑料(liào)管(guǎn)内壁與玻璃(lí)應以濕(shī)布擦拭(shì),注入料漿應刮(guā)平 ),并作适(shì)當調整後待澆(jiāo)注。若采用移動(dòng)式攪(jiǎo)拌機,應将澆注車開至待(dài)注模位。
4、當蒸壓加氣(qì)混凝土設備攪(jiǎo)拌達到(dào)時(shí)間要求時,立即(jí)開啓堿液(yè)貯罐及鋁粉攪拌機(jī)閥門,将鋁(lǚ)粉懸浮液及堿液加入攪(jiǎo)拌機(jī)。當鋁粉攪(jiǎo)拌時間一到,馬(mǎ)上開始下料閥(fá),向模具進(jìn)行澆(jiāo)注,并(bìng)測(cè)定澆注高度。
5、澆注(zhù)完畢(bì)時(shí),就應及(jí)時将(jiāng)有關(guān)工藝(yì)參數(shù)填入工藝(yì)控制卡,做(zuò)好原始記錄(lù)。
蒸(zhēng)壓加(jiā)氣混凝土設備生産(chǎn)的選(xuǎn)型和數量(liàng)根據(jù)工藝(yì)設計(jì)方案(àn)而确(què)定,根據工藝設(shè)計,澆注分(fèn)爲固定式(shì)和移(yí)動式兩種澆注,切割方式(shì)目前國内以翻(fān)轉切(qiē)割爲(wèi)主(zhǔ),其(qí)它配(pèi)料(liào)系統、蒸壓養(yǎng)護等設(shè)備都大(dà)同小異(yì)。
恒(héng)興加氣混(hùn)凝(níng)土(tǔ)生産線設備http://kapokledlights.com.cn
備案(àn)号(hào):京(jīng)icp證000000号(hào)

|
|
|---|
|
技術(shù)支持
給我發消息(xī)")
産品咨詢
|